本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝�����。
施工準備
2.1 材料及主要機具:
2.1.1 螺栓��、螺母���、墊圈均應附有質(zhì)量證明書����,并應符合設計要求和標準的規(guī)定。
2.1.2 高強螺栓入庫應按規(guī)格分類存放��,并防雨�、防潮。遇有螺栓���、螺母不配套�����,螺紋損傷時���,不得使用。螺栓�、螺母、墊圈有銹蝕�,應抽樣檢查緊固軸力,滿足要求后方可使用�。螺栓等不得被泥土、油污粘染����,保持潔凈��、干燥狀態(tài)。必須按批號���,同批內(nèi)配套使用����,不得混放�、混用。
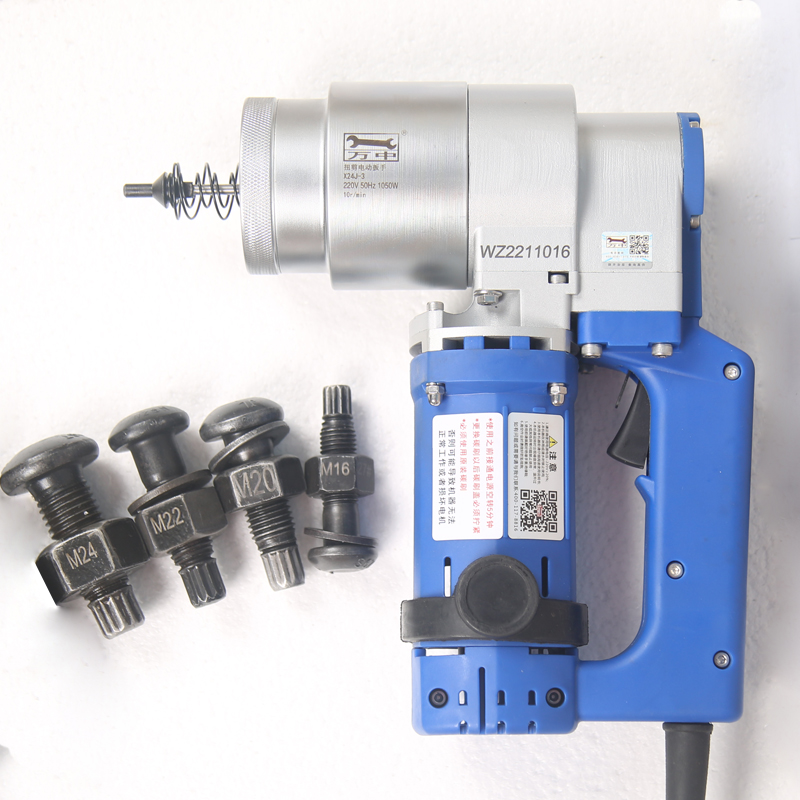
2.1.3 主要機具:電動扭矩扳手及控制儀���、手動扭矩扳手�����、手工扳手����、鋼絲刷�����、工具袋等。
2.2 作業(yè)條件:
2.2.1 摩擦面處理:摩擦面采用噴砂�����、砂輪打磨等方法進行處理����,摩擦系數(shù)應符合設計要求(一般要求Q235鋼為0.45以上,16錳鋼為0.55以上)��。摩擦面木允許有殘留氧化鐵皮���,處理后的摩擦面可生成赤銹面后安裝螺栓(一般露天存10d左右)�����,用噴砂處理的摩擦面不必生銹即可安裝螺栓��。采用砂輪打磨時��,打磨范圍不小于螺栓直徑的4倍����,打磨方向與受力方向垂直�����,打磨后的摩擦面應無明顯不平。摩擦面防止被油或油漆等污染��,如污染應徹底清理干凈��。
2.2.2 檢查螺栓孔的孔徑尺寸��,孔邊有毛刺必須掉��。
2.2.3 同一批號����、規(guī)格的螺栓����、螺母、墊圈����,應配套裝箱待用。
2.2.4 電動扳手及手動扳手應經(jīng)過標定���。
操作工藝
3.1 工藝流程:
作業(yè)準備 → 選擇螺栓并配套 → 接頭組裝 → 安裝臨時螺栓 → 安裝高強螺栓 →高強螺栓緊固 → 檢查驗收
3.2 螺栓長度的選擇:扭剪型高強螺栓的長度為螺栓頭根部螺栓梅花卡頭切口處的長度�����。選用螺栓的長度應為緊固連接板厚度加上一個螺母和一個墊圈的厚度�,并且緊固后要露出不少于兩扣螺紋的余長,一般按連接板厚加表5-2中的增加長度�����,并取5mm的整倍數(shù)�。