當(dāng)前位置:首頁>技術(shù)文獻(xiàn)扭剪型高強(qiáng)螺栓連接技術(shù)交付要注意什么?
在線留言|
您好,歡迎來到 濟(jì)南萬中電動扳手有限公司網(wǎng)站!
服務(wù)熱線: 400-117-8816
13406879330
13406879330
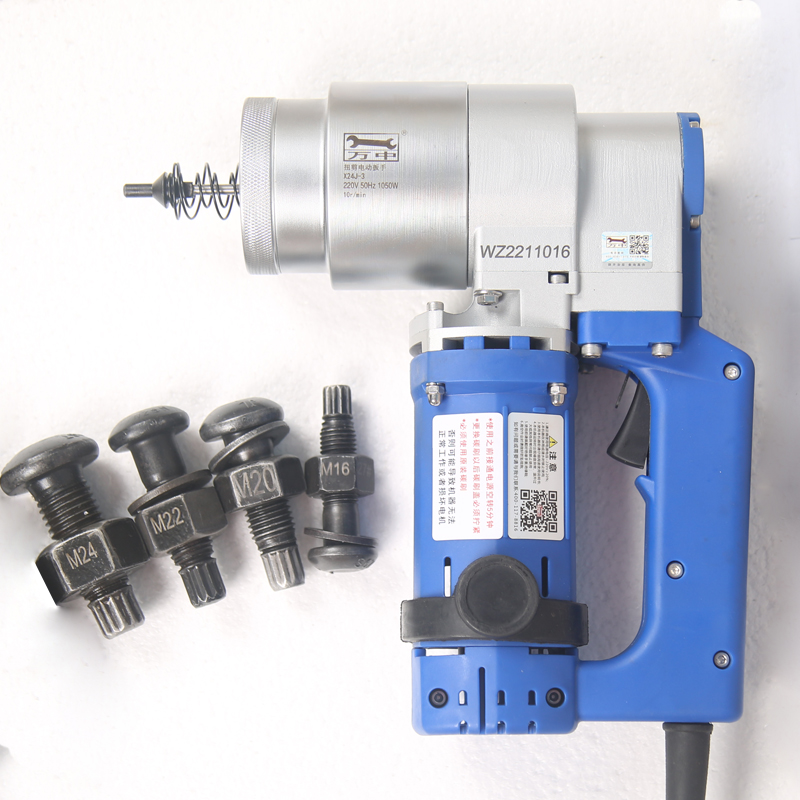
扭剪扳手,扭剪螺栓專用扳手,扭剪電動扳手,扭剪槍生產(chǎn)廠家
扭剪扳手,扭剪螺栓專用扳手,扭剪電動扳手,扭剪槍生產(chǎn)廠家
作業(yè)準(zhǔn)備